-
Vorbereitung der Leiterplatte und des Kunststoffkörpers: Die Leiterplatte wird in den Kunststoffkörper positioniert, der bereits mit vorbereiteten Domen (Erhebungen oder Vertiefungen) versehen ist, die durch die Leiterplatte geführt werden.
-
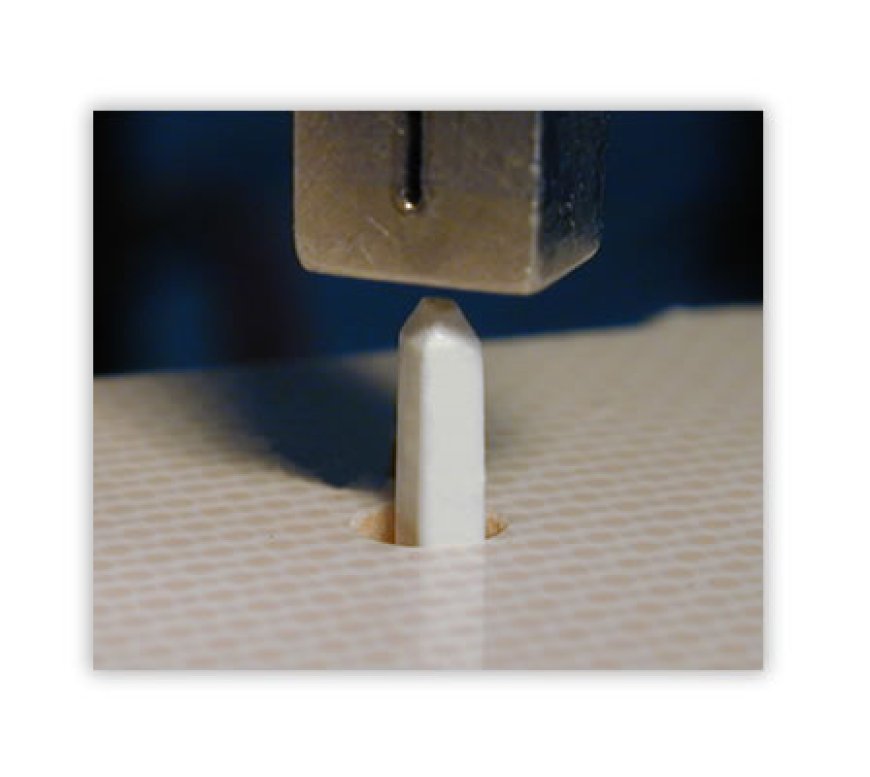
Erwärmung des Stempels: Der Stempel wird auf eine hohe Temperatur erhitzt, die ausreicht, um den thermoplastischen Kunststoff zu erweichen, mit dem die Domen und die Leiterplatte verbunden werden sollen. Die genaue Temperatur hängt von den verwendeten Materialien ab, aber typischerweise liegt sie im Bereich von 200°C bis 300°C.
-
Verstemmungsvorgang: Der erhitzte Stempel wird auf die Domen gedrückt, wodurch sie geschmolzen werden. Der geschmolzene Kunststoff fließt um die Leiterplatte herum und füllt die Zwischenräume zwischen den Domen und den Leiterplatten aus.
-
Abkühlung und Aushärtung: Nachdem der Kunststoff abgekühlt ist, härtet er aus und bildet eine feste Verbindung zwischen der Leiterplatte und dem Kunststoffkörper. Dies fixiert die Leiterplatte dauerhaft in ihrer Position.
-
Qualitätskontrolle: Nach dem Verstemmungsvorgang werden üblicherweise Qualitätskontrollen durchgeführt, um sicherzustellen, dass die Verbindung zwischen der Leiterplatte und dem Kunststoffkörper den erforderlichen Standards entspricht.
Die Heißverstemmung eignet sich besonders gut für thermoplastische Kunststoffe wie PA (Polyamid), PP (Polypropylen), PBT (Polybutylenterephthalat), POM (Polyoxymethylen), PC (Polycarbonat) und PE (Polyethylen), auch wenn diese Materialien Glasfaseranteile enthalten. Die Auswahl des richtigen Materials hängt von den spezifischen Anforderungen der Anwendung ab, einschließlich Festigkeit, Temperaturbeständigkeit und chemischer Beständigkeit.